High-performance control units and embedded systems engineered to withstand demanding operational environments.
Ghana is rapidly transforming into one of West Africa’s key technology and industrial centers. Driven by national initiatives to digitize public infrastructure, upgrade telecommunications, expand electricity grids via smart metering, and foster localized manufacturing (exemplified by automotive assembly plants like Kantanka Motors), the requirement for highly durable and specialized Printed Circuit Board Assemblies (PCBAs) has never been higher.
Unlike standard consumer environments, electronic devices deployed in Ghana must endure unique environmental challenges. The coastal humidity of Accra and Tema, coupled with the seasonal, particulate-heavy Harmattan dust winds from the north, places intense physical and thermal stress on electrical contacts, solder joints, and multi-layer board architectures.
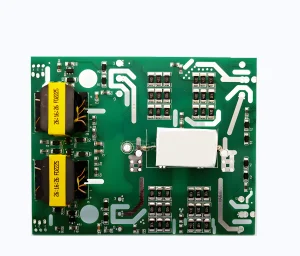
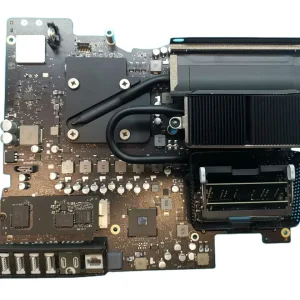
Fluctuating grid voltages demand robust input-stage filtering and transient voltage suppression on PCBAs. Our products—ranging from server-grade computer motherboards to heavy-duty welding machine control boards—incorporate high-tolerance capacitors and optimized heat-sink designs to handle fluctuating inputs safely.
By exporting certified assemblies designed to IPC Class 2 and Class 3 standards, we supply Ghana's engineers with the baseline hardware reliability necessary to drive modern industrialization.
Pioneering High-Precision Micro-Assembly and SMT Workflows for Next-Generation Electronics
Established in 2016, NexaRAM Storage Technology Co., Ltd. has developed into a reliable, high-performance OEM/ODM manufacturer in the advanced semiconductor and memory assembly space. Backed by 12 years of industry experience and 6 years of export expertise, we deliver custom board-level solutions to clients across Europe, North America, Southeast Asia, and the Middle East, and are actively scaling up specialized exports to Ghana and the wider ECOWAS region.
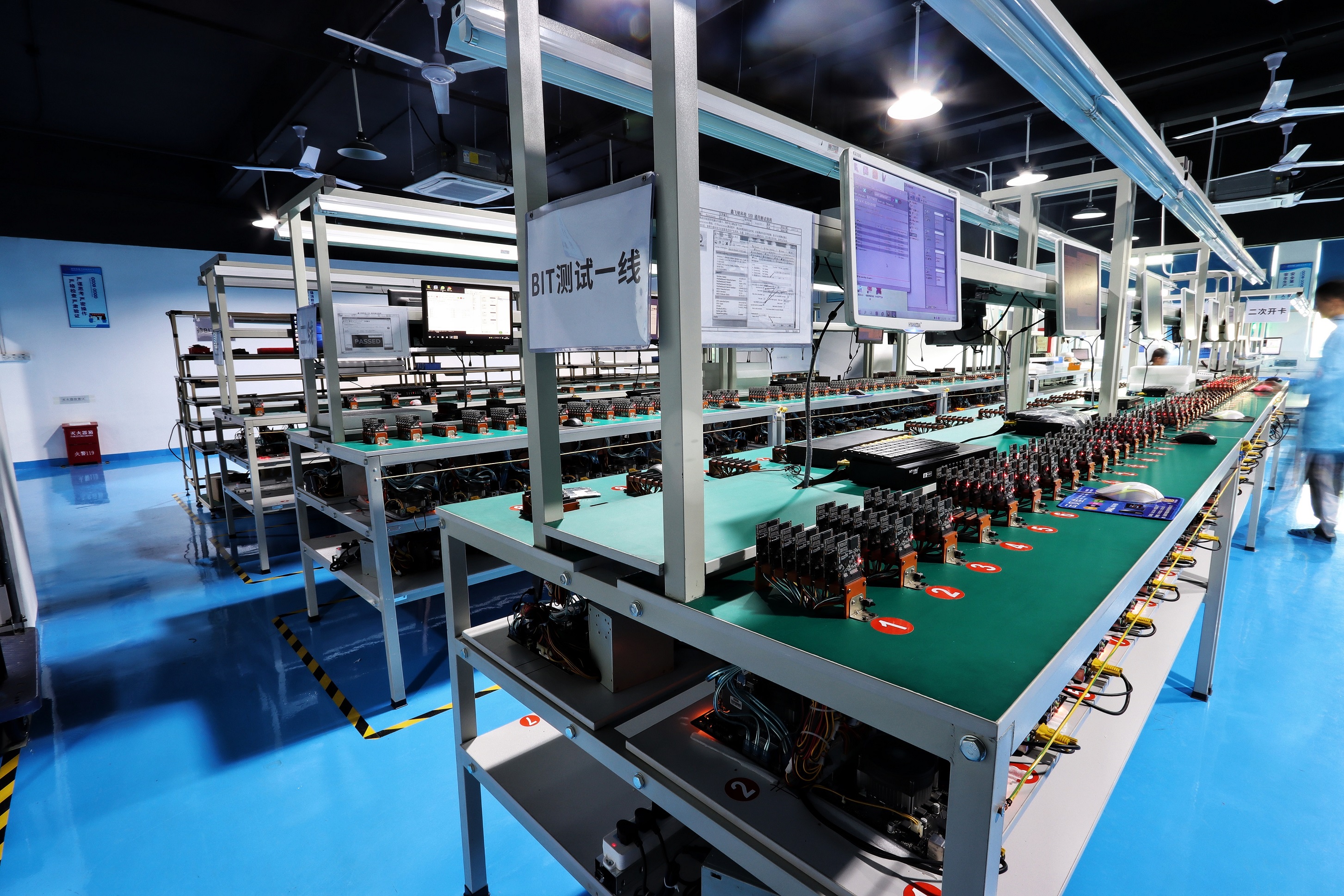
Our modern assembly facility features a dedicated 320㎡ precision micro-processing cleanroom equipped with automated Surface Mount Technology (SMT) lines and high-speed pick-and-place equipment. This setup enables the precise placement of complex, fine-pitch components (such as BGAs and QFNs) required for advanced DDR5 RAM modules and high-layer-count industrial computing motherboards.
Quality assurance is backed by a professional team of 35 dedicated QC inspectors. Every assembly undergoes a rigorous verification cycle, incorporating automated optical inspection (AOI), thermal burn-in testing, and customized functional jig validation to achieve an export quality rate exceeding 99.8%.

Providing reliable circuit boards custom-tailored for local infrastructure, agribusiness, and industrial operations.
Ghana's drive toward solar energy, particularly in off-grid rural communities, requires resilient solar charge controllers, power inverters, and battery management system (BMS) PCBAs. Our heavy-duty copper-aluminum composite thermal solutions protect against heat build-up under high ambient operating temperatures.
State-led grid upgrades require IoT-enabled smart meters that handle stable data transmission. Using high-frequency impedance control and multi-layer RF layouts, we manufacture communication boards that reliably transmit data over 2.5G/LTE and local mesh networks.
With rapid infrastructure development in port cities like Tema, heavy-duty welding tools require durable driver boards. Our ZX7-315 and ZX7-200 driver designs are engineered with thick-copper traces and high-current paths to withstand constant thermal cycling.
Our structured inspection and testing workflow guarantees that each PCBA meets global regulatory and reliability standards.



Our quality verification starts with an Automated Optical Inspection (AOI) scan on every board directly after the reflow soldering process, verifying part orientation, solder paste deposition, and alignment down to micron scales. For multi-layer structures and high-performance server boards (such as the H11DSI-NT series), we employ X-Ray inspection to verify BGA solder joint integrity beneath high-density packages.
Following assembly, boards undergo a custom functional test (FCT) utilizing specific testing jigs designed in-house by our engineering team. These jigs simulate operational voltages and electrical loads to ensure all interfaces, ports, and power rails perform within their target specifications. Finally, assemblies undergo a controlled thermal burn-in phase to eliminate infant mortality risks before bulk packing and containerization for export.




Understanding how global supply chains and high-volume manufacturing lines lower risks and accelerate time-to-market.
Our network of over 850 strategic supply chain partners allows us to source high-grade components directly from tier-1 silicon fabricators. This ecosystem minimizes component lead times and helps protect our clients from counterfeit or out-of-spec IC components.
Equipped with an advanced design team of 180 engineers, we do more than print circuit boards; we optimize board layouts to reduce EMI, configure complex routing architectures, and integrate custom cooling profiles. In the last year alone, we introduced 120 new product variants designed to meet changing technical specifications across the global electronics industry.
Leveraging deep-water shipping lanes from Chinese major ports (Shenzhen/Shanghai) to the Port of Tema, or express airfreight paths into Kotoka International Airport (ACC) in Accra, we manage the logistics, customs preparation, and packing required for smooth entry and delivery in Ghana. All export items are sealed in vacuum-sealed anti-static bags containing moisture indicators to ensure they arrive clean, dry, and ready for installation.
A comprehensive range of high-performance desktop, server, and custom control architectures available for bulk export to Ghana.





Key considerations for hardware developers, procurement departments, and infrastructure coordinators in Ghana.
As microcontrollers and processors continue to shrink in physical size while expanding in functionality, multi-layer HDI layouts are becoming the standard. Modern industrial IoT and metering systems deployed in Ghana require dense, multi-layer boards (typically 4 to 8 layers) that feature blind and buried vias. Managing thermal dissipation across these compact board layers is critical to prevent thermal stress failures.
Running a comprehensive DFM check during the prototyping phase helps minimize assembly-line delays and scrap rates. Our engineering team reviews trace clearances, copper distribution, component spacing, and solder mask expansion prior to production. This upfront process helps keep project timelines on track and helps control manufacturing costs.
Furthermore, global material regulations require manufacturers to document RoHS compliance and utilize halogen-free substrates. For public sector projects in Ghana that require strict environmental documentation, NexaRAM provides material analysis reports and lead-free SAC305 solder configurations to verify safety and compliance.
Answers to technical, logistics, and compliance questions commonly asked by procurement managers.
Get in touch with our engineering team today for DFM reviews, material selection guidance, or a detailed quotation for your custom PCBA project in Ghana.
Send Inquiry Now