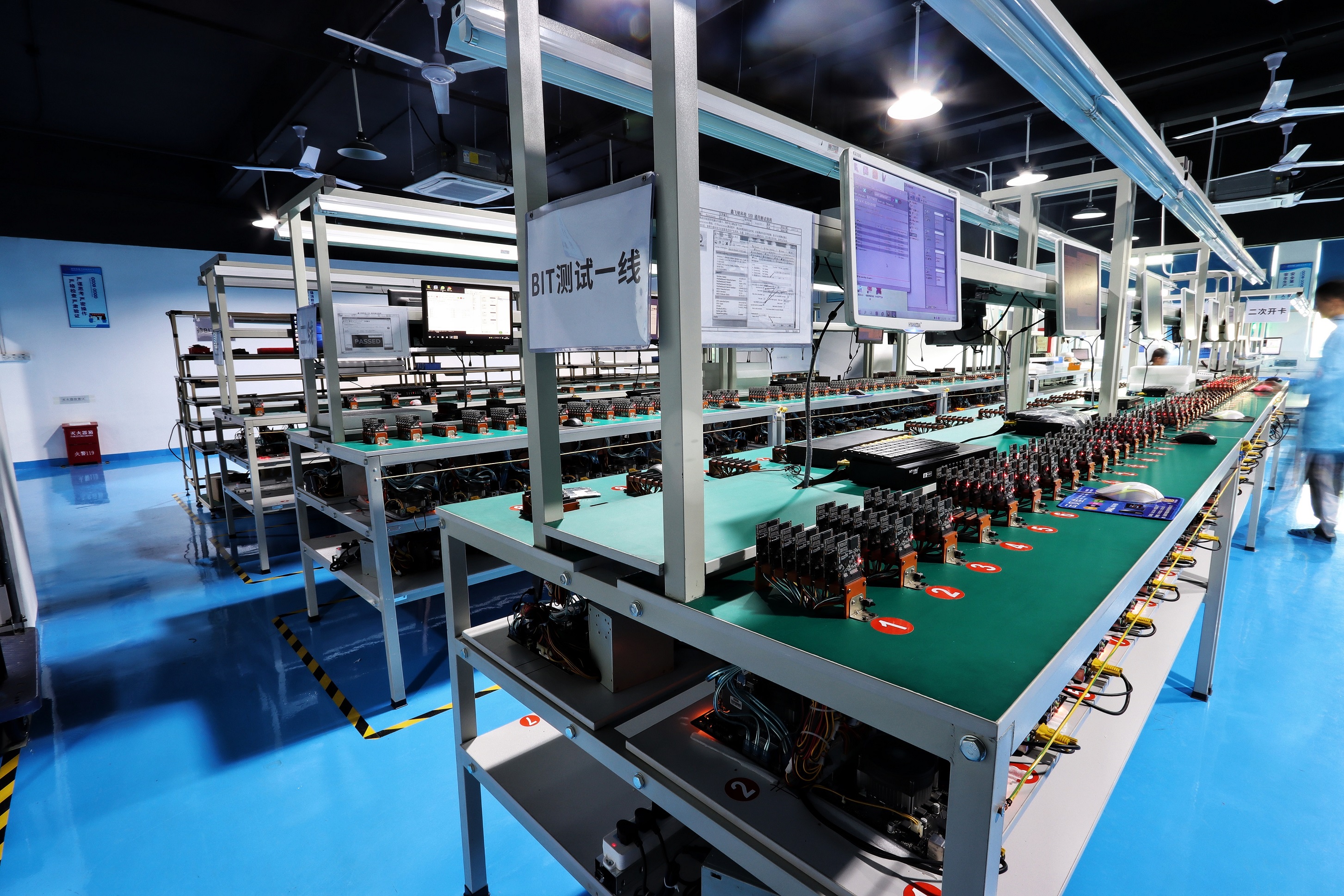
High-precision motherboards optimized for industrial SMT laser stencil printing and automatic PCBA line deployment.



Russia's electronics manufacturing landscape is undergoing a significant transition. Driven by structural requirements to localize hardware production and achieve technology independence, manufacturing hubs in St. Petersburg, Moscow, Novosibirsk, and Ekaterinburg are expanding their Surface Mount Technology (SMT) assembly capacities. Key industries driving this surge include industrial automation systems, transport electronics, agricultural monitoring technology, telecommunications, and advanced computing hardware.
In SMT assembly, the solder paste printing phase dictates over 65% of all PCBA defect rates. As Russian electronics manufacturers transition from legacy designs to dense, double-sided, multi-layered boards featuring fine-pitch BGAs (Ball Grid Arrays), QFNs, and ultra-miniature passive components (such as 0201 and 01005 packages), the quality of SMT laser stencils becomes a critical factor. Consequently, Russian assemblers rely on highly precise laser stencil exporters to supply custom-engineered stencils that meet tight dimensional tolerances and surface roughness requirements.
Modern high-precision laser stencils exported to Russia are typically fabricated from specialized, stress-free tensioned stainless steel foils (specifically grade SUS304 or fine-grain steel). Laser cutting is performed using state-of-the-art fiber laser cutting machines, which minimize the heat-affected zone (HAZ) and deliver extremely clean, tapered aperture walls. The taper, typically between 1 to 2 degrees, is critical for clean solder paste release.
Key technical specifications demanded by Russian engineers include:
Solder paste release is highly dependent on aperture wall roughness. Fiber-laser cutting ensures a roughness parameter (Ra) of less than 1.5 µm, which is further reduced through electrochemical polishing processes.
For Russian telecommunication PCBA designs containing both high-power components and high-density chips, step stencils optimize solder paste volume distribution on a single squeegee stroke.
Exporters must align their shipment documentation with Eurasian Economic Union requirements, assuring trouble-free customs entry and complete technical conformity for commercial factories.
Industrial Showcase: High-Performance Memory SMT & PCB Assembly Integration
NexaRAM Storage Technology Co., Ltd. is a professional DDR5 memory manufacturer specializing in high-performance RAM solutions for global OEMs, data centers, and enterprise computing applications. Established in 2016, the company has rapidly developed into a reliable supplier in the advanced DRAM industry.
The company operates a modern production facility with a total building area of approximately 320㎡, equipped with advanced manufacturing and testing equipment to ensure stable and efficient production capacity. NexaRAM has an annual export revenue of approximately USD 12 million, with 6 years of export experience and 12 years of industry experience in memory and semiconductor-related fields.
Quality is strictly controlled through a combination of automated optical inspection (AOI) and burn-in reliability testing, supported by a professional QC team of 35 inspectors. The company follows international trade compliance standards and operates under a strong global trading background, serving markets across North America, Europe, Southeast Asia, and the Middle East.
NexaRAM maintains a highly developed supply chain ecosystem with over 850 strategic supply chain partners, enabling stable sourcing of high-grade semiconductor materials and components. Its primary customer base includes OEM manufacturers, system integrators, server solution providers, and gaming PC brands.
The company demonstrates strong R&D capabilities, offering custom DDR5 module design, PCB layout optimization, frequency tuning, and thermal solution development. Flexible customization options include frequency, latency, capacity, heat spreader design, and branding services. In the past year, NexaRAM launched 120 new product variants, supported by a dedicated R&D team of 180 engineers, continuously driving innovation in high-speed memory solutions for next-generation computing systems.








Annual Export Revenue (USD)
Strategic Supply Partners
Dedicated R&D Engineers
EAC & GOST Documentation Ready
Engineered components matching high-density, multi-layer laser stencil requirements for industrial and power electronics applications.



China remains the global nucleus for high-precision PCB and stencil fabrication. Equipped with industrial laser platforms (such as LPKF and Tannlin systems) that deliver automated aperture checking, Chinese fabrication facilities supply stencils with tolerances within ±2 µm. Additionally, our mature logistics channels, including direct rail transport through the China-Europe Railway Express (Новый шёлковый путь) and dedicated air cargo gateways in Moscow and St. Petersburg, offer swift and secure delivery. Standard stencils can be fabricated and dispatched within 24 to 48 hours of design approval, significantly minimizing downtime for Russian EMS factories.
The electronic hardware market is demanding denser layouts. Looking ahead, the stencil technology roadmap focuses on:
Exporting industrial machinery and precision tools to Russia requires strict adherence to customs regulations. Laser stencils must be classified correctly under HS Code 8442.50.10 (Printing plates, cylinders, and other printing components) or alternative metal classifications. The accompanying documentation must include full specifications of the stainless steel alloy, certificate of conformity (EAC), complete packing lists, and detailed technical drawings. Our logistics framework ensures all shipments are packed in heavy-duty wooden crates or protective cases with moisture absorption cards, preventing any warping or surface damage during transit.
Essential hardware components for robust electronics systems. Manufactured to high precision and fully compatible with modern automated assembly lines.







Expert technical insights regarding SMT laser stencils, exporting parameters, and localized production in Russia.